Custom metal fabrication has many challenges, but one of the most challenging can be fabricating a precision tube frame. When building a tube frame with complex geometry, bends in multiple planes, and tight geometric tolerances, the smallest detail being wrong in the process can make a joint that does not fit, or geometry that will not work. At American Precision Engineering we utilize technology, engineering, and operator skill to assure we make precision parts with maximize efficiency.
Quality and efficiency start at the design phase.
Attention to detail in the design phase sets a project up for success. It’s hard to make high-quality parts from a low-quality design and that is why APE puts such a high emphasis on creating an optimum CAD model in SolidWorks.
With today’s advanced CAD software tube frame weldments can be designed with ease. In the hands of the right engineer, this software can also be a powerful weapon to improve quality, cost, and scedule. At APE, we start each precision weldment project with a highly detailed CAD model in SolidWorks. In addition to being our primary design tool, by utilizing this technology we are also able to do a several key things that improve our quality and efficiency in tube fabrication. First, the software allows us to convert our model to files to be used for laser cutting the tubes on a CNC Tube Laser. Second, we are able design precise welding fixturing systems to securely hold the components in exactly the right place for welding. Without SolidWorks, and a skilled engineering team, neither of these would be possible.
Laser Cut Tube For Speed & Precision
With CNC laser cut tube, complex joints can easily be fabricated.
With todays modern tube laser machines an entire new spectrum of fabrication has been opened up in the past decade allowing us to repeatedly fabricate incredibly complex frames with perfect joint fit in a fraction of the time compared to using alternative methods. Having properly fitting connections not only speeds up the time fitting the components together, but ultimately results in stronger welded connections because welders don’t have to span large gaps in the fit-up. Additionally, with proper engineering & planning, using a tube laser allows us add holes as well as etch layout lines for bending, assembly, and part tracking saving valuable time during fabrication and reducing overall project cost and lead time.
Engineering a Better Process
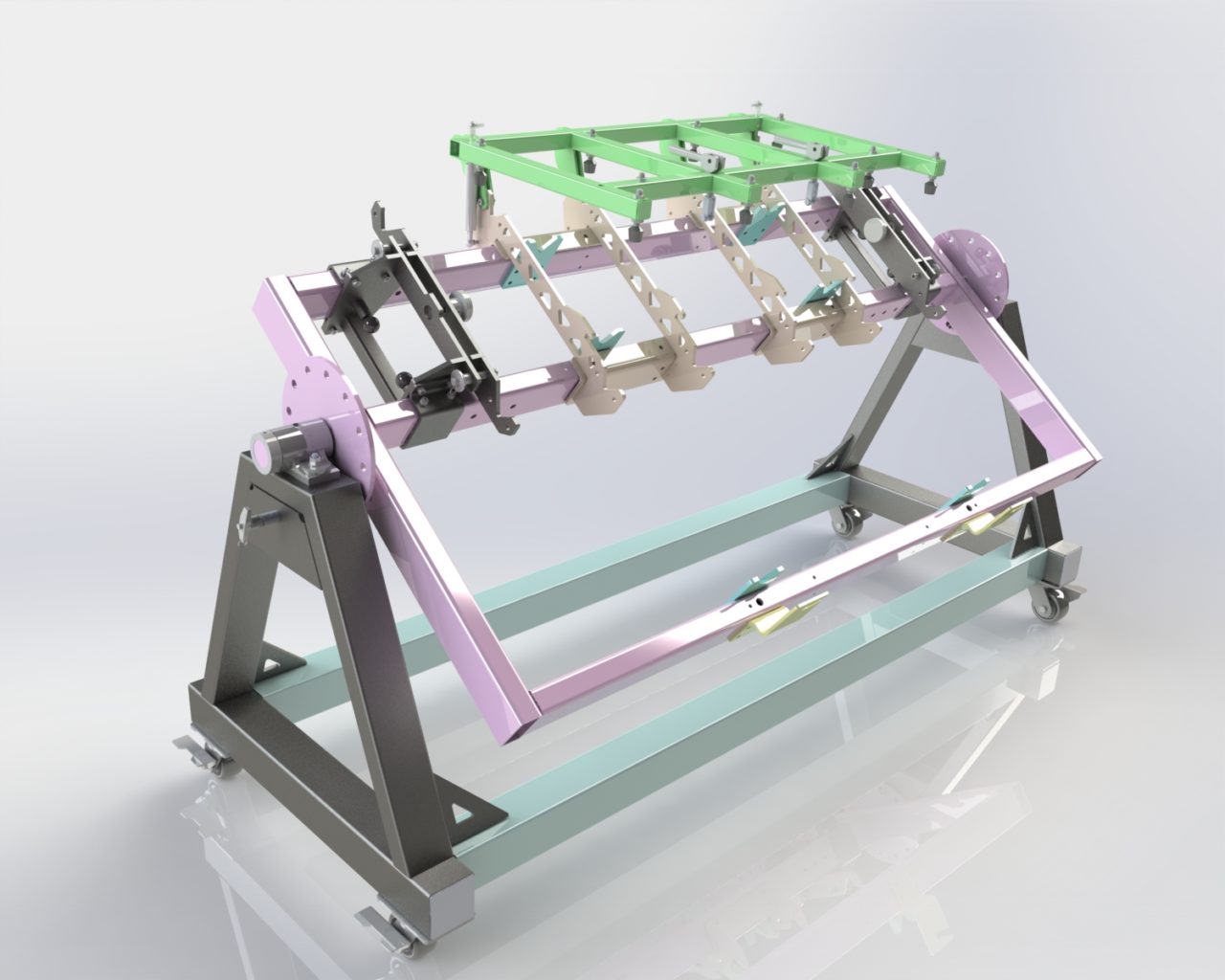
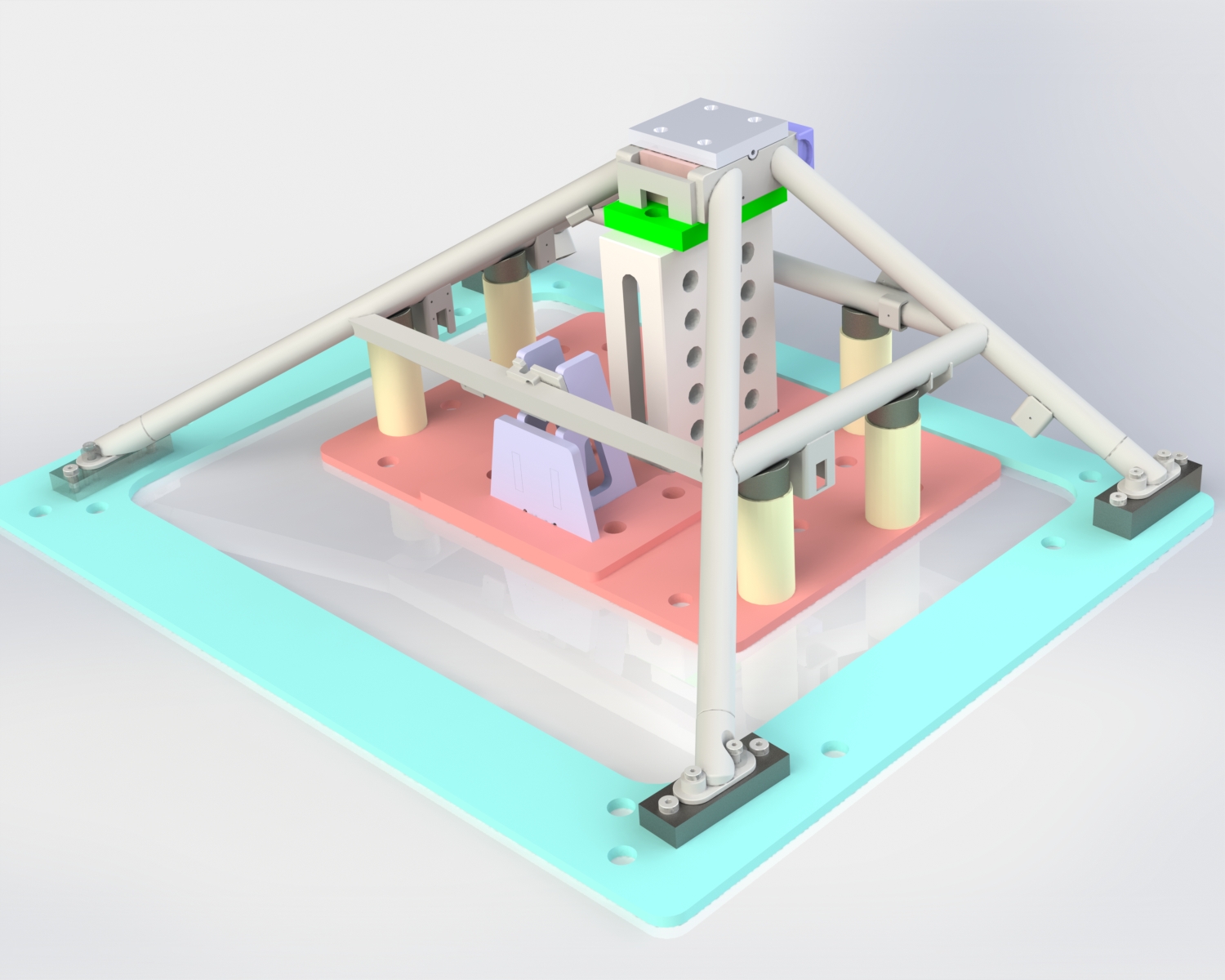
A well designed fabrication fixture allows the tube components to quickly, and securely be held for welding. It should also gives the welder free access to the joints for welding.
Because we design each component in SolidWorks and build a welding fixture to hold the components exactly where they are designed to be, we are able to efficiently fit and hold all the components for welding. Sometimes the fixture can be an advanced fixture used for production as shown above, but other times we utilize our modular fixturing tables to quickly assemble a fixture for a one-off component. While simple tube frames can be built without a fixture in order to get consistently high quality welded frames well thought out fixture is a must. Utilizing our modular fixture table, APE fabricators are able to quickly and easily build a fixture for many projects in a matter of minutes, a task that can take days with alternative means.
High Quality Machines Make High Quality Parts
A high quality tube bender, like this one from Ercolina, can make precision bends in tubes with ease.
In order to make quality bent tube, you have to have quality equipment. That is why we have invested in an Ercolina NC controlled tube bender to accurately, and repeatably make high precision bends in tubes up to 2” in diameter. The Ercolina bender allows us to program in spring back, bend angles, and bend sequence and save the programs for quick retrieval for repeat projects.
Skilled Fabricators Are a Must!
Skilled fabricators are needed to consistently produce high quality weldments
No matter how advanced your technology is, at the end of the day you still need to have skilled fabricators to make a precision tube frame to the quality standards required of aerospace, automotive, and other advanced manufacturers. That is why we invest heavily in our skilled craft employees that work hard to continually improve their skillset and knowledge. It is hard to replace experience in tube fabrication, and we are proud to have a team of skilled and dedicated fabricators ready for the next challenge.
When it comes time for you to start your next tube frame project let us know how we can help.
KEYS TO A SUCCESFUL TUBE FRAME PROJECT